





商品别名 |
高铁模型,复兴号模拟训练舱,高铁模拟训练舱,和谐号模型 |
面向地区 |
控制方式 |
其它 |
|
适用年龄 |
其它 |
材质 |
金属 |
牛奔高铁模拟舱厂家致力于高铁培训舱、建筑设计与教育模型、工业产品模型、机电模型、航天模型展等领域的模型制作。
出售对拉伸强度的认识误区在JS涂料的产品标准中对涂膜拉伸强度要求分别为I型1.2MPa,II型1.8MPa,不少人误认为拉伸强度越高越好,其实不然,在JS涂料的拉伸性能试验方法中,有一个标准养护7天后进行5℃加热养护24h的过程,许多涂料产品是在5℃热养护过程中因增塑剂挥发迁移而使得拉伸强度快速增长,说明这些产品在暴露使用中热老化的性能变化很快,寿命不长。对于拉伸强度异常高的产品应引起警觉,必要时,可做热老化保持率试验。
高铁培训舱人造大理石介绍随着现建筑事业的发展,对装饰材料提出了轻质、、美观、多品种的要求。人造饰面石材就是在这种形势下出现的。它重量轻、强度高、耐腐蚀、耐污染、施工方便、花纹图案可人为控制,是现建筑理想的装饰材料。人造大理石由改性树脂与碎石组成,呈中性或偏碱性。人造石结构致密,因此毛孔细小,其病症出现的概率很小,就防护来说,主要是防污。其优点是可调节色彩,利于饰面装饰。其缺点是硬度不够,光度不一致。按生产所用原材料及生产工艺,一般可分为四类:水泥型人造大理石这种人造大理石是以各种水泥作为粘结剂,砂为细骨料,碎大理石、花岗石、工业废渣等为粗骨料,经配料、搅拌、成型、加压蒸养、磨光、抛光而制成,俗称水磨石。
高铁培训舱配置清单需求概述:
规格及配置简介:
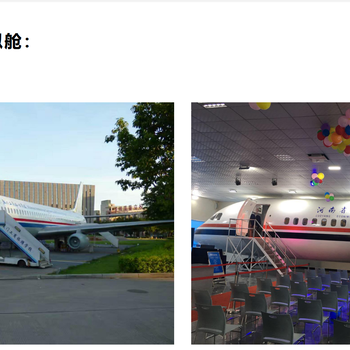
高铁培训舱总长度26米(常规尺寸,其他尺寸可定制),宽3.25米,高2.8米,1:1布局定做。模拟舱包括复兴动车组车头、车厢训练、洗手间、门区等。车舱的内容包括全功能门、行李架、一等座、二等座、酒吧、餐饮吧、功能右门区、功能对讲机广播系统、车内各种灯光、卫生间、卫生间、茶几、窗户、标志、指示牌、车内各区域通风系统。车头是按照复兴号动车组车头1:1的比例制作的。前面的外观和复兴号动车组一样。驾驶室内部进行了装饰。驾驶室内没有驾驶室和控制部分,驾驶室内部是空的。
出售制造工艺:高铁列车在制造中由四大部分组装而成:车体、转向架、车上车下大部件、车内设施。(一)车体铝合金骨骼工艺:车体就是列车的框架,是高铁列车整车制造的核心之一。所有的部件都固定或悬挂在车体上。而且出现安全事故时,它的强度关系到是否能强度的保护旅客的生命安全。车体制造的过程是:先将铝合金原材料按尺寸采用激光、水切割等工艺切割下料,之后加工焊接成不同部件,这些部件被组合,终组焊成一个车体。1.材料工艺:铝合金是生产高铁的的材料之一,铝的重量只有钢的三分之一左右,但铝的强度较低,所以目前大部分铝合金车体普遍采用的是“大截面中空挤压型材构成的筒形结构”,就是中间是空的,但两个面之间夹支撑的筋板,实现了提升强度而降低重量。高速列车在高速下会车和出入隧道时,会生出的空气压力波,这主要由车体来承受,这时,车体确保安全性和气密性。高铁目前的气密性指标设定为车内压力波动小于200帕/秒。2.焊接工艺:车体加工中长焊缝由机器人焊接,小部位人工焊接。如今,搅拌摩擦焊、激光复合焊等工艺投入使用。铝合金焊接相比其他焊接难度更大,有恒温恒湿的高要求环境,并需要大量空气净化设施。车体按结构分为中间车和头车:中间车为基础车,分为底架、侧墙、车顶、外端墙、内端墙等,分别制作,后组焊成形,主要采用机器人组焊。头车的车体是制造难的车体。主要采用手工组焊,工艺更加繁杂,尺寸规定更加苛刻。双工位数控加工中心,这个用于车体侧墙和地板整体加工的装备,加工精度达微米级,以确保车体的整体加工精度。而车体总组成焊接机器人,用在车体总组成中长直焊缝的焊接,同时具有打磨、铣削等辅助功能。车体焊接完成,在焊接的过程中,都在不断地进行调直打平,打磨几乎和焊接一样重要,为了消除应力,车身的平整度。
座椅样式:
1、高铁培训舱一等座:座椅长度(mm)1300 10;座椅宽度(mm)560±10;座椅高度(mm)1247±10;座垫离地高度(mm)430±10;180°座椅靠背角度调整度90-115。6.配有隐藏式小桌子,座椅不旋转。
2、高铁培训舱二等座:模拟真实高铁8排3 + 2布局或2+2布局,不带旋转,背面有logo枕巾,可调式座椅靠背装置,座椅安全带,餐桌板,座椅靠背后面有网兜。座椅的长度约为(mm)980±10;座椅的总宽度约为(mm)560±10;座椅的高度约为(mm)1173±10;坐垫离地高度约(mm)430±10;坐垫的宽度约为(mm)435±10;扶手离地高度约(mm)610±10;座椅靠背的宽度约为(mm)430±10;座椅靠背的角度调整为90-115度,配配备小桌子.
出售采用大功率IG器件构成交直交传动牵引系统,通过提高中间直流环节电压,提高牵引效率,降低损耗,改善电机控制特性,提高单位质量牵引输出功率。充分利用各部件的性能,在牵引功率的基础上显著提高电制动功率。采用移相技术有效地控制谐波,可再生能源的回收质量,降低总能耗。
高铁培训舱为此,对各种单体的特性及其影响因素要有较充分的了解,才能在实际应用中作出良好的选择。稀释性:这是单体选择时首要考虑的因素之一,好的稀释性说明在配方中使用较少的单体就可以有效地降低(UV)固化胶的粘度,大体上是单官能团的单体粘度较低,稀释性较强。而多官能团的单体粘度较高,稀释性较差。反应活性:活性稀释剂的加入在降低体系粘上的同时还会增加固化反应速度。单体的固化速度随飞能度的增加而加快,一般情况下不同官能度的稀释剂,其光固化速度为:三官能度大于二官能度,二官能度大于单官能度。
高铁培训舱从控制水平来讲,较理想的应该是三大磨削参数均可无级调节,以适应各种板材和各道工序的不同需要。而且,运行轨迹可人为设定。单头桥式磨机在继承手扶磨机优点的基础上,由于采用了自动化控制,减少了磨削过程中人为的影响,确保了磨削质量的提高。其生产效率要手扶磨机,但单台生产能力低于连续磨机,这是其劣势所在。设备选型原则通过以上三类设备的比较可看出,从岩石磨抛理论机理及微晶石磨抛工艺特性来看,单头式磨机,特别是桥式单头磨机是的磨抛设备;而从生产效率来看,连续磨机具有无可比拟的优势。